Программный продукт «Тренажер-имитатор «Обработка стали на Агрегате печь-ковш»
Тренажер-имитатор «Обработка стали на АПК» предназначен для автоматизации процесса обучения и контроля знаний студентов начального, среднего и высшего профессионального образования по теории и практике обработки стали в виртуальной системе управления технологическим процессом на АПК (агрегате «печь-ковш» 360 тонн).
Программное обеспечение тренажера-имитатора разработано под Microsoft Windows XP/Windows 7/8 и будет работать на последующих версиях этой операционной системы.
Тренажер-имитатор устанавливается на локальный компьютер и работает локально. Все данные по обучению хранятся локально.
В системе предусмотрено 2 режима работы: обучение и тестирование.
В режиме обучения студент изучает технологию обработки стали на АПК на примере 5 марок стали: Ст3сп, 20, 08ю, 10кп, 09Г2C.
В режиме тестирования студент должен самостоятельно получить сталь заданного качества.
Тренажер-имитатор включает:
- 1 лабораторную работу с описанием порядка обработки стали на АПК в тренажере для достижения лучшего эффекта от обучения и понимания принципов доводки стали;
- возможность выбора и тренировки навыков получения целевой марки стали из 5 следующих вариантов: Ст3сп, 20, 08ю, 10кп, 09Г2C на форме задания параметров обработки стали;
- возможность задания температуры заказа на форме задания параметров плавки;
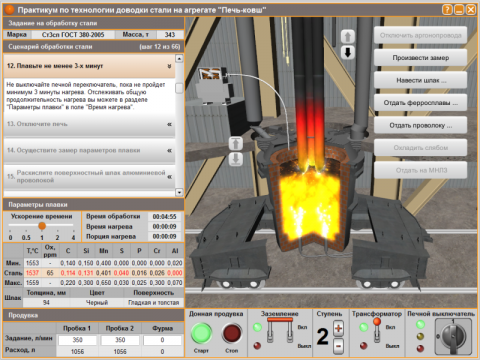
- технологический экран, моделирующий систему управления технологическим процессом на АПК;
- технологический экран должен состоять из 3 областей: область анимации и управления, пульт управления АПК, область сценария обучения и параметров обработки стали;
- возможность управлять оборудованием АПК и технологическими операциями на АПК при помощи анимации на основе трехмерной модели оборудования АПК во время обработки стали в тренажере с технологического экрана;
- математическую модель физико-химических процессов, происходящих на АПК;
- возможность отслеживать изменения химического состава и температуры во время обработки стали в тренажере;
- сценарий обработки стали, который состоит из заданий, последовательное и своевременное выполнение которых позволит получить целевую марку стали заданного качества. Сценарий обучения должен являться пошаговой инструкцией по доводке стали в АПК, начиная от постановки ковша на плавку до отдачи плавки на МНЛЗ;
- сохранение результатов тестирования в локальную БД;
- доступ к результатам тестирования с фильтром по ученику и периоду тестирования в соответствии с требованием;
- формирование рейтинга, опыта и звания у ученика на основе полученных результатов тестирования.
Область анимации и управления на технологическом экране позволяет управлять:
- основным технологическим оборудованием: сводом, донной продувкой, фурмой, машиной замера параметров плавки, системой подачи материалов, трайб-аппаратами;
- основными технологическими операциями: подключением/отключением аргонопроводов; охлаждением слябом; передачей плавки на МНЛЗ.
Пульт управления АПК на технологическом экране позволяет ученику:
- включать/отключать донную продувку;
- включать/отключать заземление и трансформатор;
- регулировать интенсивность нагрева (переключать ступени нагрева);
- включать/отключать нагрев (печной выключатель).
Область сценария обучения и параметров плавки на технологическом экране содержит:
- задание на обработку стали;
- сценарий обучения;
- общее время плавки, общее и время нагрева, порция нагрева;
- данные по химическому составу стали: текущие (в режиме демонстрации) или после замера (в режиме тестирования) и целевые, для сравнения с текущими;
- управление интенсивностью продувки.
Нарушения за проведение технологического процесса влияют на результат тестирования и обучения и включают обработку 17 нарушений из следующего перечня:
- целевая температура не достигнута;
- целевой химический состав не получен;
- отдача ферросплавов при нагреве;
- затвердевание металла;
- прогар корпуса ковша в шлаковой зоне;
- плавка завершена не по сценарию;
- технологический цикл не завершен;
- отдача проволоки при нагреве;
- взятие замера во время нагрева;
- холодная плавка;
- горячая плавка;
- проведение нагрева с отключенными аргонопроводами;
- подключение аргонопроводов во время нагрева;
- отключение аргонопроводов во время нагрева;
- низкая интенсивность продувки;
- несоответствие ступени нагрева толщине шлака;
- необоснованное превышение оптимального количества замеров параметров плавки.
Результаты тестирования включают следующую информацию:
- ФИО пользователя;
- дату и время тестирования;
- название обрабатываемой марки стали;
- допущенные нарушения, %;
- опыт, полученный за обработку марки стали;
- оценку за обработку марки стали по 5-ти балльной шкале: от 1-го до 5-ти;
- паспорт плавки по результатам обработки конкретной марки стали с перечнем зафиксированных нарушений.
 e-mail: uchprof-astana@mail.ru
e-mail: uchprof-astana@mail.ru